Pretreatment in desalination process [Download this white paper as PDF file]

Potable water scarcity is a critical global issue. Energy, water, and the environment are primary elements of life and the basis of any economic development. About 45% of the world's population currently lives in arid regions with a deficiency of potable water. Many factors influence the increase in demand for drinking water: population growth, climate change, pollution, over-extraction, inefficient water management. It is estimated that 50% of world population will live in water-stressed regions from 2025, which highlights the importance of an adequate level of management and treatment. Desalination has become an essential solution for addressing water scarcity in various regions worldwide. It is more and more applied to remove salts and other impurities from seawater or brackish water to produce fresh water suitable for human consumption, irrigation and industrial use. The composition of source water can vary due to factors such as industrial discharges, water depth and temperature, ocean currents, and algae content. The regions where there is the largest use of desalination technology are Middle East and North Africa, due to the arid climate and lack of freshwater sources. In Europe, Spain is a leading user of desalination, especially in the Canary Islands and along the Mediterranean coast. Since its evolution in the 1950s, desalination has become a reliable process for water supply. The recent estimate for the global desalination capacity has increased from approximately 35 million m3 daily (MCM/day) in 2005 to about 95 MCM/day in 2021, of which about 60% used for municipal purposes, and 30% for industrial applications. In 2020, there were 16876 active desalination plants worldwide, 270 under construction, and 3825 inactive.
In order to treat water, a desalination plant follows several steps:
- Intake, composed by pumps and pipes to take water from the source (sea or brackish water).
- Pre-treatment, consisting of filtration of raw water to remove solids, and addition of chemicals to reduce salts precipitation and corrosion inside desalination unit.
- Desalination, where freshwater is extracted from seawater.
- Post-treatment, to correct pH by adding selected salts to meet final requirements.
Desalination techniques
Water desalination techniques are generally divided into two types: thermal techniques that involve a phase change and membrane-based techniques that do not involve a phase change. Thermal desalination processes are energy-intensive, so they are often used in areas where energy is abundant and inexpensive. They consume huge amounts of energy for phase change because the evaporative enthalpy of water is high - to produce 1000 m3/day of drinking water, a thermal desalination process needs about 10,000 tons of fossil fuel each year. The most commonly used commercial thermal techniques include Multi-Stage Flash (MSF), Multi Effect Distillation (MED) and, less frequent, Thermal Vapor Compression (TVC). Desalination techniques that do not involve a phase change utilize membranes or other materials to separate dissolved salts from the water using high amounts of energy or pressure. Researches pointed out that the membrane processes are more cost-effective, compared with other processes. Additionally, the design is more compact. As discussed in a previous white paper about biofouling in membrane processes, Reverse Osmosis (RO) is the most widely spread desalination process, making up 72% of the desalination market, followed by MSF and MED.
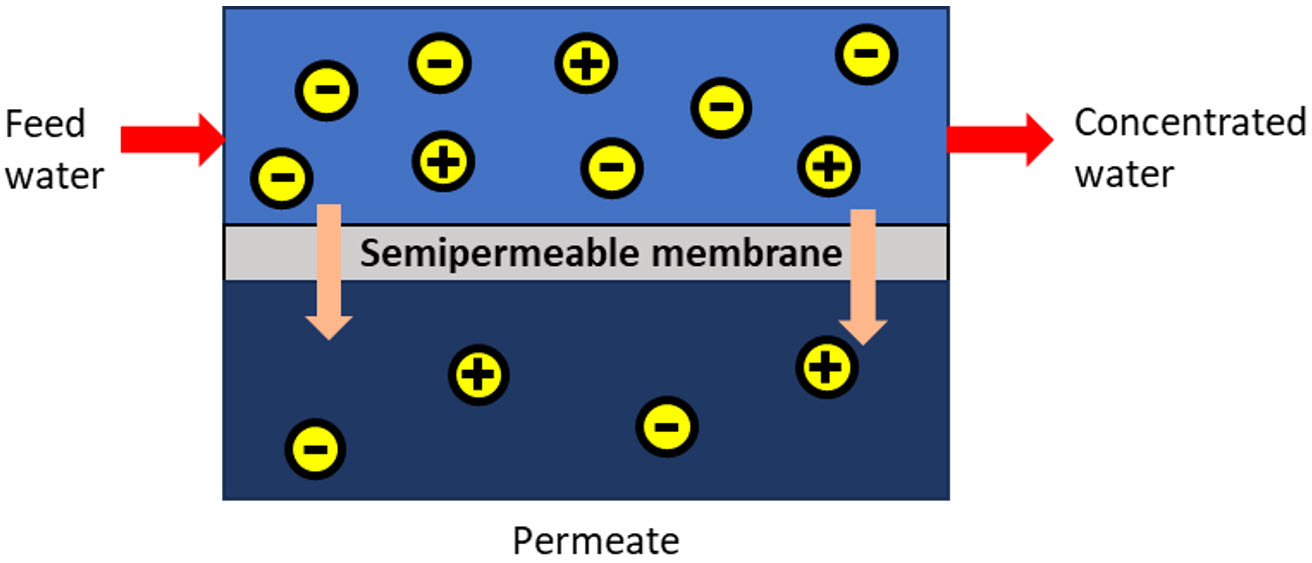
During seawater reverse osmosis (SWRO), the liquid is pressurized to a value greater than its osmotic pressure and passed through a semi permeable membrane (see figure below). This is designed to allow water molecules to pass through, while blocking solutes. Membranes are often made from materials like polyethylene or polyamide. High-pressure pumps are required to apply the necessary pressure, to force water through the membrane. Several studies have been conducted to minimize energy consumption, prevent environmental impact, and overcome the shortcomings of RO desalination systems, including the low product quality compared to thermal cycles, the highly concentrated brine, and the expensive pre-treatment methods.
Hybrid, or integrated, systems that include two or more processes have also been developed. Integrating both electrically powered reverse osmosis and heat-based desalination processes can yield the advantages of both technologies. Therefore, hybrid systems can treat the disposal brine of the RO process, increase water recovery, reduce energy consumption, and decrease environmental impact. The most widely accessible RO hybrid systems combine RO with MED, or MSF.
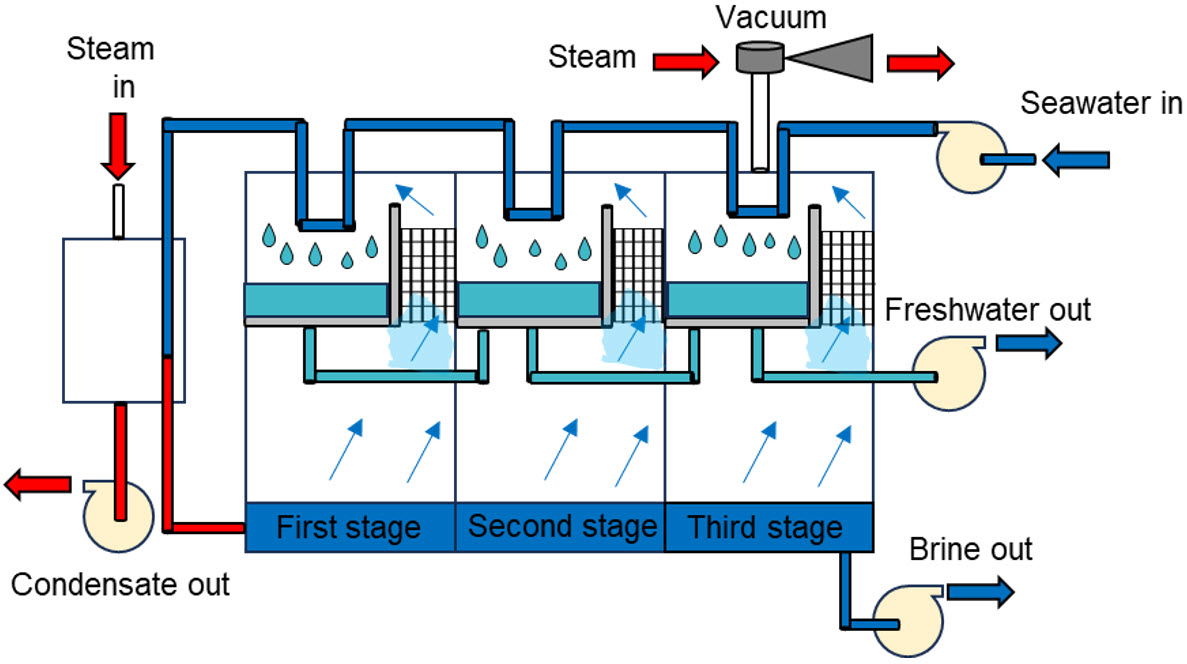
Multi-Stage Flash involves heating seawater to produce steam and then condensing the steam to obtain fresh water (see figure on the left). The process is conducted in multiple stages to increase efficiency. Seawater is heated in brine heater, typically using steam or another heat source. The heated seawater reaches near-boiling temperatures and enters a series of stages, each operating at a progressively lower pressure. Due to the pressure drop, a portion of the water "flashes" into steam. Flashing occurs because the boiling point of water decreases as pressure decreases. The steam produced in each stage is condensed on tubes containing cooler seawater entering the system. The latent heat from the steam is transferred to the incoming seawater, preheating it and improving overall thermal efficiency. The condensed steam, now fresh water, is collected and directed to storage. The remaining concentrated brine is typically discharged back into the sea.
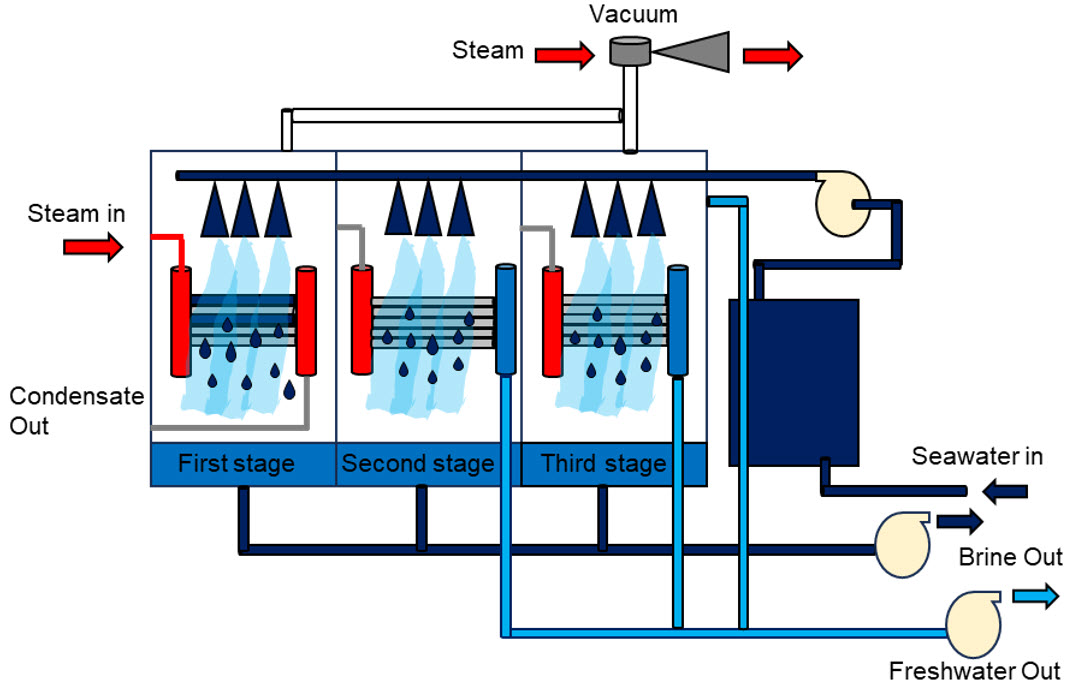
Multiple Effect Distillation converts seawater into fresh water by using multiple stages or "effects" of evaporation and condensation (see figure on the right). The process involves a series of stages and it is designed to improve efficiency by reusing the latent heat of condensation in successive stages. Seawater is heated and evaporated in the first stage (effect), producing steam. This steam is then used to heat seawater in the next stage, where it condenses and transfers its latent heat, causing more seawater to evaporate. Each subsequent stage operates at a lower pressure, which reduces the boiling point of the seawater. This allows the steam from one stage to act as the heating source for the next stage, effectively recycling the energy and improving the overall efficiency of the process. The pre-treated seawater enters the first effect, where it is heated by an external heat source and partially evaporated. The steam produced in the first effect condenses in the second effect, heating and evaporating more seawater at a lower pressure. This process continues through multiple effects, with each stage producing both fresh water and steam. The final steam produced in the last effect condenses, and the fresh water is collected and stored. The concentrated brine left after the evaporation process is discharged back into the sea.
Pretreatment techniques
Pretreatment methodologies for seawater or brackish water can vary, based on water composition and specific pollutants to be removed. Among the factors influencing the selection of a specific technique there are cost and operating expenditure, as well as environmental considerations. The selection of pre-treatment is crucial in the desalination process because it protects the membrane and other components from mineral, organic and bacterial fouling, which, if not adequately managed, would quickly lead to dysfunction. These techniques can be conventional (physical or chemical), membrane-based, or hybrid. Therefore, pretreatment is a crucial process that helps in altering the seawater characteristics by providing the constant feed water quality required for efficient operation of desalination plant.
Since water quality can vary greatly and pre-treatment procedures can have a significant impact on plant performance, it is important to monitor different parameters. The main are temperature, pH, turbidity, conductivity, Dissolved Organic Carbon (DOC), Total Dissolved Solids (TDS) and Total Suspended Solid (TSS). In seawater pre-treatment, the most widely used processes are those based on membranes, followed by hybrid and conventional ones. Conventional pretreatment is divided into physical and chemical methods. Physical pretreatment involves basic mechanical screening of particulate matter through screens and filters, while chemical pretreatment involves adding scale inhibitors, coagulants, and disinfectants.
Conventional methods
Pre-screening is the first and most fundamental step in desalination, in particular in SWRO. This pretreatment removes large, non-soluble solids to reduce pollutant load and protect subsequent treatment steps. Organisms of different size such as plants, fish, bivalves and microorganisms can attach and grow in water intake pipelines, forming the so-called biological fouling or biofouling. Therefore, raw water should be screened to remove these materials. A simple mesh inclined at a specific angle serves to block marine creatures, which are then removed by a mechanical rake. The appropriate screen depends on the feed water characteristics, site requirements, and hydraulic calculations. Desalination plants commonly use screens with openings between 120 and 500 µm.

Biofouling in seawater can be controlled dosing chlorine, either intermittently through shock chlorination (SC) or continuously (CC). Chlorine is introduced at the intake point, and it is important to maintain a residual free chlorine concentration of 0.5-1.0 mg Cl2/L throughout the pretreatment process.
In many cases, sodium hypochlorite is produced directly on site, by means of electrochlorination. A significant drawback is that chlorine, being a strong oxidizer, can cause irreversible damage to RO membranes, thus requiring dichlorination upstream membranes. Several studies have shown that chlorine disinfection alone does not guarantee the prevention of membrane biofouling. Moreover, chlorination leads to the formation of carcinogenic by-products. As an alternative, many non-oxidizing biocides are available on the market, e.g. 2,2-dibromo-3-nitrilopropionamide (DBNPA), 2-methyl-4-isothiazolin-3-one (MIT), sodium bisulfite (SBS), phenoxyethanol (PE), sodium benzoate (SB).
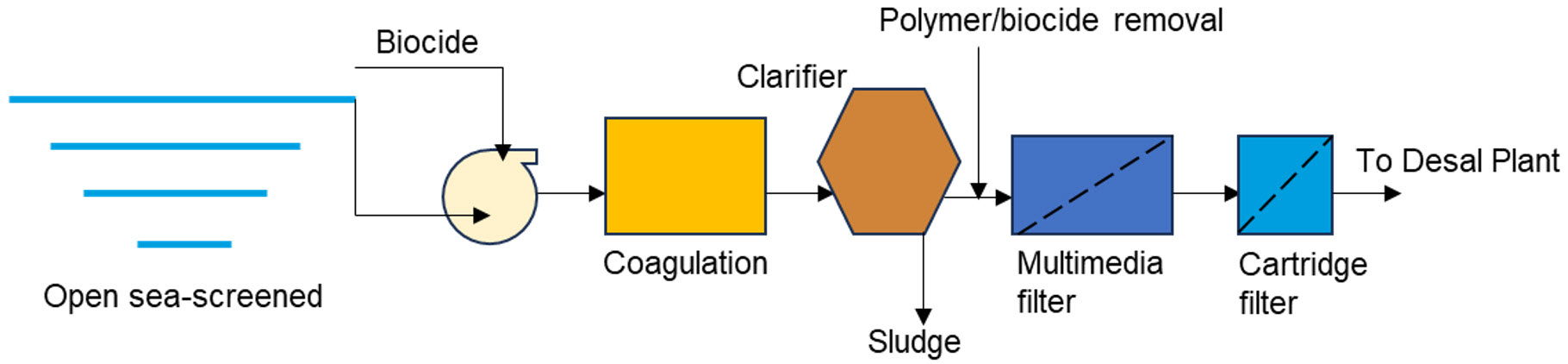
Coagulation-flocculation processes are used to enhance the removal of suspended solids and colloidal particles from water and it can also remove some bacteria and dissolved organic matter. This process, which represents the first stage of solid-liquid separation, involves adding coagulant chemicals to destabilize colloidal particles and form larger, heavier aggregates that can be easily separated through sedimentation, flotation, or filtration. Common coagulants include iron and aluminum salts, with typical doses of 5-30 mg/L for inorganic coagulants and 0.2-1 mg/L for polymers. Water pH is crucial for coagulation, and iron salts are preferred over aluminum salts to avoid pH control issues and scaling problems in RO membranes.
Sedimentation is the process of allowing flocculated particles, formed after coagulation and flocculation, to settle at the bottom of a sedimentation tank under the influence of gravity following an optimal detention period. The settled particles are then pumped out of the system through a sludge pipeline. The main purpose of sedimentation is to reduce TSS to improve the efficiency of subsequent filtration, while avoiding the need for continuous backwashing. The efficiency of the sedimentation system is influenced not only by TSS concentration but also by the volume/area of the tank, the flow rate through the tank, and the settling velocity of the suspended particles.
Granular media filtration is a common pretreatment technology in SWRO plants. After the clarification process, suspended or colloidal particles in water are removed by passing the water through a bed of porous and granular material, capturing contaminants and leaving clear water. The filtration efficiency depends on the type, uniformity, and size of the filter medium and the geometry of the contaminant particles. Granular media filters can reduce turbidity by removing particles as small as 10 µm. Common materials include sand, gravel, anthracite, and granular activated carbon. Granular activated carbon filtration effectively removes high levels of organics. Dual-media filtration (DMF) offers higher filtration rates and lower silt indices. Combining anthracite and sand requires less backwash water and allows higher filtration rates. Pretreatment filters can be gravity or pressure-driven, with gravity filtration mainly used in large desalination plants and pressure filtration in smaller plants. Cartridge filters are often used as the final pretreatment stage to remove remaining suspended solids.
Membrane pretreatment system
Membrane pretreatment technologies have become widely and increasingly applied instead of conventional technologies, especially after the decline of membrane costs. Among these, the most widely used are Microfiltration (MF), Ultrafiltration (UF) and Nanofiltration (NF). Membranes have specific characteristics based on the size of their pores and they filter different materials present in the water. Membranes are made up of a variety of materials that were extensively studied to optimize their cost and the flux. However, polymeric and ceramic membranes are the dominant materials, due to the relatively low cost and the smooth processing. Another essential aspect to be considered during membrane fabrication and selection is the configuration of the membranes. The most commonly developed module configurations are tubular, spiral wound, hollow fiber, and plate types. Water quality indices are very important for judging whether the pretreatment operation is good or not. Several fouling indices are used to evaluate this point, one of the most common is the Silt Density Index (SDI). SDI is a parameter used to measure the flow rate of a specific volume of feed water by filtering it through a 0.45 µm microfiltration (MF) membrane at 206.8 kPa (30 psi) water pressure. SDI5, SDI10, and SDI15 are the most commonly measured parameters, where the difference is in the flow time. The SDI value can illustrate the efficiency of the MF pretreatment process and predict the fouling of the RO membrane. For instance, a SDI15 >5 is not considered acceptable, and additional feed-water pretreatment is required; between 3 and 5, it indicates that fouling is susceptible and frequent cleaning is needed for the membrane; from 1 to 3, the membrane requires cleaning after several months; while a value minor of 1 means that the membrane will operate for many years without fouling. However, this index can only illustrate and measure the potential of fouling of the feed water caused by particulates and colloids, without measuring organic and biological fouling.
Hybrid Pretreatment Systems
Hybrid pretreatment systems can be defined as the combination of one or more conventional pretreatment units with one or more of membrane pretreatments (MF, UF, and NF). These systems are a viable and efficient option as they utilize the strength of different units. Conventional pretreatment methods such as DAF, coagulation, and chlorination are used to provide a barrier to contaminants, before they reach membranes.
Bacteria-related issues in desalination process
Biofouling can significantly impact the efficiency of reverse osmosis systems by reducing water flow, increasing operational pressure, and elevating energy consumption. These effects often lead to more frequent chemical cleanings, which can shorten membrane lifespan and escalate operational costs. If desalination plants are not properly managed, they can become a breeding ground for pathogenic bacteria, potentially contaminating the water supply. The formation of biofilms, which can shield bacteria from disinfectants, complicates the efforts required to eliminate them completely, heightening the risk of waterborne diseases.
The accumulation of microbes and their byproducts on membrane surfaces, particularly when bacterial counts exceed 106 CFU/ml, creates a slimy layer that leads to biofouling on RO membranes. This fouling diminishes overall process performance by decreasing permeate flux and increasing the pressure required to maintain flow. Fouling can be categorized into four main types: organic fouling, inorganic scaling, colloidal fouling, and biofouling. Organic fouling is caused by natural organic matter present in surface water and seawater, such as humic substances, polysaccharides, proteins, lipids, nucleic acids, amino acids, organic acids, and cellular components. Inorganic fouling arises from mineral scaling within the membrane module and it is closely linked to the solubility and precipitation of certain minerals. Colloidal fouling is influenced by the size, shape, charge, and interaction of colloidal particles with ions. Biofouling is a result of biofilm formation on the membrane surface, driven by the presence of microorganisms and factors such as temperature, tides, currents, turbidity, nutrients, and organic precursors. Microorganisms attach to the membrane and secrete extracellular polymeric substances (EPS), embedding themselves within biofilms. These biofilms have detrimental effects, including significant reductions in permeate flux, increases in transmembrane pressure (TMP), membrane degradation, and decreased efficiency in salt rejection. Since all raw seawater contains microorganisms, biofilms often develop on various surfaces within the installation, including the pretreatment line. Removing these biofilms is challenging because they protect bacteria from chemical agents and environmental stressors. RO membranes are commonly colonized by a wide variety of bacteria, including species such as Mycobacterium, Flavobacterium, and Pseudomonas. On a separation membrane, the biofilm matrix acts as a secondary membrane, playing a significant role in the separation process.
Bacteria monitoring techniques
The first step towards addressing biofouling through treatment is to detect the formation of biofilm. To this aim, techniques ranging from the simple inspection through sight or smell up to sampling and lab testing can be used. Visual inspections of various components within the plant, including pretreatment piping, cartridge filters, and media filters, allow to identify any accumulation of biological material only when it is too late. Also monitoring the change in flux and the pressure drop across the membrane allows to detect only mature biofilms, already impacting the performance of the system. Routine sampling of the feed, permeate, and retentate streams should commence from the very start of the RO plant operation. Sampling points must be carefully selected to ensure that the entire system is thoroughly monitored. This approach is primarily intended as a preventive measure. The primary objective of this sampling and analysis procedure is to detect and isolate any sources of bioactivity before they have the opportunity to spread and impact other areas of the RO system. Culturing techniques can be used to identify the specific microorganisms growing in the system - even if, as discussed in another white paper , their results cannot be considered fully representative. Microscopy is another technique widely used to study biofilm formation in membrane systems. In particular, light microscopy, epifluorescence microscopy, electron microscopy and confocal laser scanning microscopy can be applied. Spectroscopy is another option, with infrared spectroscopy, fluorometry techniques and bioluminescence.
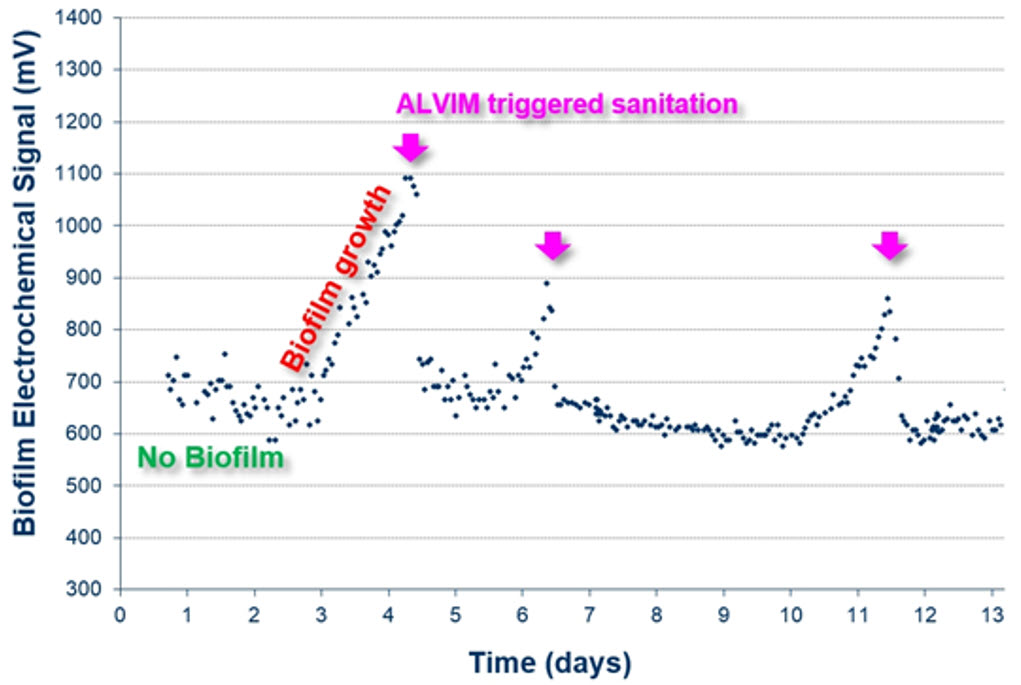
An innovative technology showing high sensitivity and specificity is represented by the ALVIM Biofilm Sensor. In the field of desalination, this sensor is used to optimize, on line and in real-time, the dosage of biocides (see figure on the left). Thanks to the ALVIM System, it is possible to reduce by 90% the use of biocides, without any loss in process efficiency.
Conclusions
In conclusion, water pretreatment in desalination plants is an essential component to ensure the efficiency and longevity of the desalination process. Implementing effective pretreatment methods can significantly improve system efficiency, reduce operational costs, and extend the lifespan of reverse osmosis membranes. Furthermore, adequate pretreatment not only removes suspended solids and organic contaminants but also prevents scaling and biofilm formation on membranes, which can compromise plant performance. Biofilm control is a critical challenge for desalination plants. Regular monitoring strategies are essential for detecting biofilm presence since the early stages. This can allow to optimize the application of biocides, and the chemical cleaning of membranes. ALVIM first-in-class technologies for biofilm monitoring represents a powerful tool for detecting bacterial growth on surfaces in contact with liquids. In membrane systems, ALVIM probe can be applied before the membrane to monitor biofilm growth in feed water lines and tanks, and to dose chemicals based on real needs. Investing in advanced pre-treatment technologies and optimized process management can significantly contribute to make desalination a viable and sustainable solution to address the global water crisis.
|
Do you have biofilm-related issues?
|